- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Analisis dan penyelesaian untuk pemotongan bulatan yang tidak tepat dalam mesin pemotong laser
2025-02-18
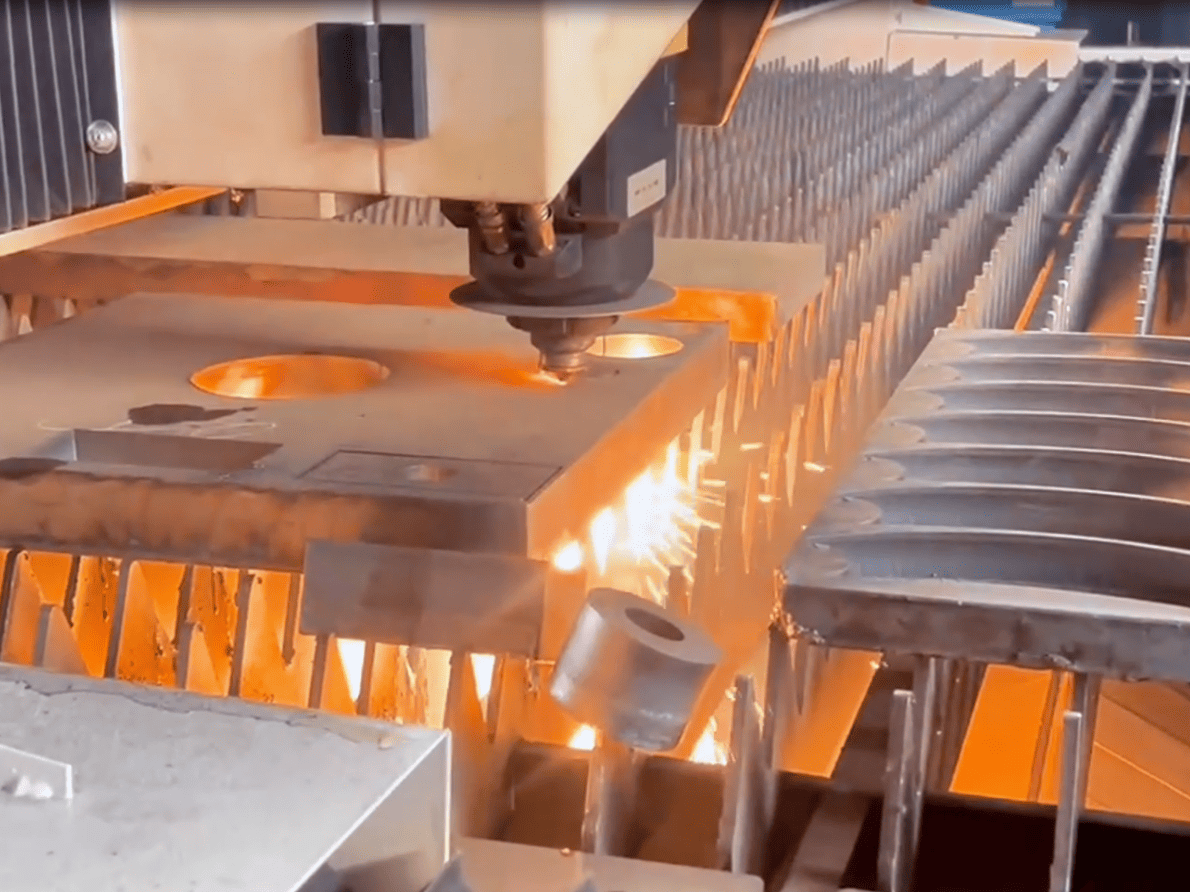
Teknologi pemotongan laser telah menjadi alat pemprosesan yang sangat diperlukan dalam industri pembuatan kerana ketepatan dan kecekapannya yang tinggi. Walau bagaimanapun, dalam aplikasi praktikal, isu bulatan yang tidak dipotong dengan sempurna. Melalui analisis, didapati bahawa fenomena pemotongan bulatan yang tidak tepat dalam mesin pemotongan laser berkaitan dengan pelbagai faktor, terutamanya memakai komponen penghantaran mesin, penyesuaian yang tidak wajar terhadap intensiti cahaya, isu perkakasan, dan tetapan tekanan udara. Artikel ini akan meneroka masalah biasa ini secara terperinci dan menyediakan penyelesaian yang berkesan untuk membantu pengguna meningkatkan kualiti pemotongan laser.
Punca utama pemotongan bulatan yang tidak tepat dalam mesin pemotong laser
Misalignment terhadap intensiti cahaya
Kesan pemotongan mesin pemotong laser berkait rapat dengan intensiti cahaya. Sekiranya intensiti cahaya tidak diselaraskan dengan betul, ia boleh mengakibatkan bahagian terakhir pemotongan yang tidak menjajarkan dengan betul dengan titik permulaan. Ini biasanya disebabkan oleh perbezaan yang lebih besar daripada 5% antara intensiti cahaya maksimum dan minimum, atau dengan kelajuan yang berlebihan menyebabkan bingkai melangkau, yang membawa kepada penyimpangan di jalan pemotongan.
Penyelesaian:Sebelum memotong, pastikan intensiti cahaya diselaraskan dengan betul, menjaga perbezaan antara intensiti cahaya maksimum dan minimum dalam 5%. Di samping itu, laraskan kelajuan pemotongan dengan sewajarnya untuk mengelakkan masalah melangkau bingkai yang disebabkan oleh perubahan pesat dalam kelajuan.
Masalah perkakasan: Sistem optik dan pemeriksaan muncung
Kualiti pemotongan laser juga dipengaruhi oleh sistem optik. Sekiranya kanta, cermin, atau muncung kotor, rosak, atau dipakai, rasuk laser mungkin tidak fokus dengan betul, mempengaruhi ketepatan pemotongan dan mengakibatkan pemotongan bulat yang tidak tepat.
Penyelesaian:Secara kerap memeriksa dan membersihkan komponen optik, termasuk kanta laser dan muncung, untuk memastikan bahawa mereka bebas dari kotoran atau kerosakan, dan mengekalkan tumpuan yang betul dari rasuk laser.
Tekanan udara yang tidak sesuai untuk meniup
Tekanan udara sistem blowout memainkan peranan penting dalam kualiti pemotongan. Sekiranya tekanan udara terlalu rendah, sanga kelebihan dan karbonisasi mungkin berlaku, yang mempengaruhi kualiti permukaan potong. Sebaliknya, jika tekanan udara terlalu tinggi, ia boleh menyebabkan letupan dan merosakkan bahan kerja.
Penyelesaian:Semasa ujian blowout, laraskan tekanan udara dengan sewajarnya untuk memastikan tekanan yang stabil sepanjang proses pemotongan. Meningkatkan tekanan udara jika terlalu rendah, dan mengurangkannya jika terlalu tinggi, untuk mencapai kesan blowout yang terbaik.
Masalah pemotongan kepala dan mekanikal yang longgar
Kepala pemotongan yang longgar dan kegagalan komponen transmisi mekanikal, terutamanya dalam sistem pengurangan dan sistem rak, sering menjadi punca punca pemotongan pekeliling yang tidak tepat. Isu -isu lain, seperti kelonggaran dalam landasan panduan XY Axis, blok gelongsor, ketegaran sistem servo yang tidak mencukupi, atau pelinciran yang tidak mencukupi, juga secara langsung mempengaruhi ketepatan pemotongan.
Penyelesaian:Secara kerap memeriksa pengetatan skru kepala pemotongan dan pastikan tiada jurang antara gear pengurangan dan rak. Lubricate dan mengekalkan landasan panduan XY Axis dan blok gelongsor untuk memastikan ketepatan mekanikal. Di samping itu, pastikan sistem servo mempunyai ketegaran yang mencukupi untuk mengelakkan kesilapan minit semasa proses pemotongan.
XY Axis Desynchronization
Penyegerakan antara paksi XY adalah penting dalam pemotongan laser. Sekiranya paksi XY tidak disegerakkan, ia akan memberi kesan langsung kepada ketepatan pemotongan dan membawa kepada penyimpangan dalam potong bulat.
Penyelesaian:Semak sistem kawalan untuk memastikan bahawa paksi XY bergerak dalam penyegerakan. Buat pelarasan yang diperlukan untuk sistem pemacu untuk mengelakkan desynchronization.
Bar sokongan yang tidak sekata dan pergerakan material
Sekiranya bahan itu tidak diletakkan dengan selamat di atas jadual sokongan semasa proses pemotongan, atau jika bar sokongan tidak sekata, ia boleh menyebabkan bahan beralih semasa pemotongan, yang mempengaruhi ketepatan pemotongan, terutamanya dalam pemotongan bulat.
Penyelesaian:Pastikan bahan itu tetap ditetapkan pada bar sokongan dan permukaannya adalah tahap untuk mengelakkan sebarang pergerakan bahan yang boleh menyebabkan penyimpangan memotong.
Isu pemotongan bulatan yang tidak tepat dalam mesin pemotong laser biasanya disebabkan oleh isu perkakasan, parameter pemotongan yang tidak betul, tekanan udara yang tidak sesuai, dan ketepatan sistem mekanikal yang tidak mencukupi. Pengguna harus kerap memeriksa semua komponen peralatan dan menyesuaikan parameter berdasarkan keperluan bahan dan pemotongan untuk memastikan prestasi pemotongan yang optimum.
Hubungi kami:
Huawei Laser Equipment Manufacturing Co., Ltd.
E -mel: huaweilaser2017@163.com
Laman web: www.huwei-laser.com
Huawei Laser,Sebagai pengeluar peralatan pemotongan laser terkemuka, komited untuk menyediakan pengguna dengan penyelesaian pemotongan laser yang berprestasi tinggi, ketepatan tinggi. Kami bukan sahaja menawarkan peralatan berkualiti tinggi tetapi juga menyediakan sokongan dan perkhidmatan teknikal yang komprehensif untuk memastikan operasi peralatan jangka panjang yang stabil, membantu pelanggan meningkatkan kecekapan pengeluaran dan meningkatkan kualiti produk.